
Компания «ИТЕКМА» завершила разработку комплекса высокотемпературных композиционных материалов для отечественного авиапрома, в том числе для изготовления деталей газотурбинных двигателей ПД-8 и ПД-14. Об этом сообщили в Центре поддержки инжиниринга и инноваций.
Препреги представляют собой полуфабрикаты из углеродной ткани или ленты с пропиткой специальной смолой, из которых формируют детали сложной конфигурации в автоклавах. Новая линия была разработана с нуля при поддержке ЦПИИ, ранее оборудование такого класса в России не производилось.
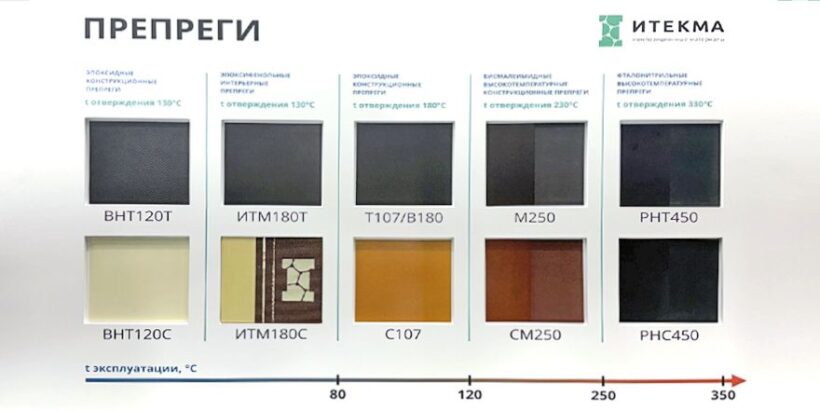
«ИТЕКМА полностью перевела на отечественное оборудование производство препрегов для трёх направлений: авиационного двигателестроения, ракетно-космической и авиационной отраслей. Препреги рассчитаны на эксплуатацию в широком температурном диапазоне», − отметили в ЦПИИ.
В рамках проекта освоено производство отдельных классов препрегов, предназначенных для работы в зонах с повышенной тепловой нагрузкой, включая элементы горячих узлов авиационных двигателей. Расширение линейки материалов формирует задел для локализации критических компонентов силовых установок, исключает зависимость от импорта и повышает устойчивость производственной кооперации.
| Применение | Тип препрега | Температура отверждения (°C) | Эксплуатационный диапазон (°C) | Примечания |
|---|---|---|---|---|
| Структурные элементы самолётов (крыло, фюзеляж) | Эпоксидные (Т107, ВСЭ-34) | 120-180 | −60…+150 | Конструкционные элементы самолётов |
| Горячие узлы авиадвигателей, реверс, мотогондолы | Высокотемпературные полиимиды (RM-3002, RM-1100) | 250-400 | +80…+345, пики до 400 | Элементы двигателей и горячие зоны самолёта |
| Космическая техника | Полиимиды, BMI | 190-350 | −200…+345, пики до 400 | Работа в криогенных условиях и горячих зонах при соответствующей защите/изоляции |
Поставки препрегов для программы МС-21 ведутся с 2023 года. Сверхвысокопрочное углеродное волокно производится в промышленных объёмах на мощностях UMATEX и применяется при изготовлении хвостового оперения, обтекателей рельсов закрылков, элементов композитного крыла, панелей пола и багажного отделения самолёта.
Оперение, механизация крыла, а также композитные элементы носовой и хвостовой частей крыла производятся по автоклавной технологии на предприятии «КАПО-Композит» в Казани, консоли крыла и центроплан изготавливаются методом вакуумной инфузии на ульяновской площадке «АэроКомпозит».
Другие статьи по теме
 (8 оценок, среднее: 5,00 из 5)
(8 оценок, среднее: 5,00 из 5)