

«Суперджет 100» – первый отечественный пассажирский самолёт, разработанный, построенный и сертифицированный в России после развала СССР. С самого начала «Суперджет» задумывался для предложения не только на внутреннем рынке, но и для продаж зарубежным авиакомпаниям. Основной критерий – возможность сертификации комплектующих в отдельности и в целом самого самолёта по нормам EASA/FAA – европейского и американского регуляторов авиационной безопасности. В этой связи самолёт разрабатывался в широкой кооперации с ведущими мировыми поставщиками авиационного оборудования и систем. Консультантом компании «Сухой» выступал авиаконцерн Boeing.
- Авионика на SSJ100 производства компании THALES,
- шасси – MESSIERDOWTY (SAFRAN),
- топливная система – INTERTECHNIQUE (ZODIAC) (все Франция),
- система управления и жизнеобеспечения – LIEBHERR (Германия);
- гидравлическая система – PARKER,
- интерьер и кислородная система – B/E AEROSPACE,
- противопожарная система – AUTRONICS (CURTISSWRIGHT),
- система электроснабжения – HAMILTON SUNDSTRAND,
- колеса и тормоза – GOODRICH,
- двери – THE BOEING COMPANY,
- ВСУ – HONEYWELL (все США);
- датчики вибрации двигателя поставляет швейцарская VIBRO-METER,
- кресла экипажа – IPECO (Великобритания).
Очень часто патриоты российского авиастроения или считающие себя таковыми сетуют, что в начале нулевых был загублен замечательный самолёт Ту-334, а вместо него зелёный свет получил «Суперджет». Туполевская машина для своего времени и в самом деле была замечательной, но при этом нельзя забывать, что от начала разработки в конце 1980-х годов до первого полёта прошло 11 лет. Да, Ту-334 был целиком произведён из отечественных комплектующих, за исключением одной важной детали – двигатели для него производились на Украине. К началу 2000-х это был уже морально устаревший самолёт, а в условиях засилья иностранной авиатехники перспектив у него не было не то, что за рубежом, но и в самой России.
У «Суперджета» доля импортных поставок в 2017 году составила 70,2% с учётом поставок двигателей, на долю которых приходится порядка 34% от материальных затрат в структуре себестоимости ВС. Несмотря на то, что собираются SaM146 в Рыбинске, компания их производящая, – PowerJet зарегистрирована во Франции. За первое полугодие 2018 года эта доля снизилась до 68%. Очевидно, что с началом программы импортозамещения эти показатели продолжат снижаться, чтобы довести долю американских комплектующих до менее 10%, что позволит продавать самолёты в Иран в обход санкций и получения разрешений от FAA.
О причинах такого положения дел уже сказано выше – международная кооперация. Нужно только добавить, что задача создания самолётных систем за приемлемые сроки, деньги, с гарантией качества и стабильностью цены ставилась и перед отечественными производителями, но российские поставщики обеспечить эти условия не могли.
Ну а как у них?
По данным Общества профессиональных инженеров в аэрокосмической отрасли США, Boeing 787 имеет комплектующие иностранного производства более чем на 30% – это больше любого другого самолёта «Боинг». Для сравнения, в гиганте B747 доля иностранных комплектующих немногим более 5%.
По мнению газеты Los Angeles Times, цель «Боинга при разработке и производстве «лайнера мечты» состояла в том, чтобы «превратить свою легендарную авиационную фабрику возле Сиэтла в простой сборочный завод, соединяя модули, разработанные и произведённые в других местах, как из комплектов». Вы можете сами убедиться в этом, посмотрев поставщиков самолётных систем для B787 на сайте Airframer.
Про «Эйрбас» можно даже не говорить, т.к. изначально в кооперации этого консорциума предусматривалось широкое участие европейских стран, а не только Франции, Германии и Великобритании.
Если взглянуть на прямого конкурента «Суперджету» бразильский Embraer E-Jets, то картина следующая:
- всё проектирование и все испытания «Суперджета» велись в России, у «Эмбрайер» это выполнялось с привлечением иностранных исполнителей;
- планер, включая крыло и оперение «Суперджета», полностью российские, у «Эмбрайер» части фюзеляжа, крыло и оперение производятся за рубежом;
- изделия из ПКМ для «Суперджета» производят на ВАСО, у «Эмбрайер» все они импортные;
- метал для «Суперджета» – российский, у «Эмбрайер» и заклёпки, и металл – импортные. 100% титана для E-Jets поставляет российская «ВСМПО-АВИСМА».
- и т.д.
Компания АО «ГСС» на 100% принадлежит российской ПАО «Компания «Сухой», «Эмбрайер» же принадлежал правительству Бразилии на 0,3%, а бразильским банкам на 33%. 23 мая 2019 года «Боинг» cообщил, что совместное с «Эмбрайер» предприятие по производству коммерческих самолётов, контролируемое «Боинг» на 80%, получит название Boeing Brasil – Commercial, и тем самым название Embraer будет удалено из названия совместного предприятия. Однако E-Jets по-прежнему считается бразильским самолётом, построенным бразильской же компанией.
Либеральная пресса очень часто пишет о том, что у «Суперджетов» малый налёт по сравнению с «Боингами» и «Эйрбасами», относя этот факт к несовершенству самолёта и его конструктивным недостаткам. Но в таком случае нужно говорить и о конструктивных недостатках американских и европейских пассажирских самолётов, т.к. многие системы используются одни и те же. Кроме того, пытаясь доказать застой российской конструкторской мысли эти же издания умалчивают некоторые факты, т.е. – врут.
Например, в апреле 2019 года газета «Ведомости» со ссылкой на источники в Росавиации сообщает: «SSJ100 по-прежнему серьёзно уступает иностранным судам. Самые популярные модели – среднемагистральные Airbus 320 и Boeing 737-800 летали в среднем по 10 и 11 ч в сутки соответственно. Самые близкие по вместимости к 98-местному SSJ100 региональные импортные суда тоже проводили больше времени в воздухе. В парке S7 Airlines 17 самолётов Embraer E-170 на 78 кресел. Он летал в среднем по 6 ч в сутки. У Pegas Fly шесть Embraer E-190 на 110 кресел. Эти самолёты летали по 10 ч в сутки».
Т.е., издание говорит о всех «Суперджетах» в России. И только затем уточняет, что речь идёт о самолётах SSJ100 компании «Аэрофлот».
«Ведомости» пишут, что «Суперджеты» «Аэрофлота» – крупнейшего эксплуатанта этого типа самолётов в России, имеют один из наименьших налётов среди российских авиаперевозчиков. В среднем SSJ100 «Аэрофлота» провели в воздухе по 3,6 часов в сутки за 2018 год. Самый высокий показатель налёта у авиакомпании «Азимут». Их SSJ100 летали по 6,3 часов в сутки.
Позволим себе поправить авторитетное издание. Во-первых, некорректно сравнивать самолёты разных классов: SSJ100 c B737-800 и А320, тем более, что первых в России летает около 100 бортов, а «Боингов» и «Эйрбасов» – сотни. Во-вторых, для полноты картины нужно учитывать географию полётов всех трёх типов самолётов в маршрутной сети «Аэрофлота». «Суперджеты», как правило, летают на короткие расстояния из Москвы в города России и ближнего зарубежья, где не требуется большая пассажировместимость самолётов (Архангельск, Мурманск, Саратов, Ставрополь, Сочи, Ульяновск, Новый Уренгой, Таллин, Рига и т.д.), и только малая часть – по более дальним маршрутам в Европу: Бухарест, Будапешт, Варшаву, Прагу. У «Аэрофлота» всегда есть выбор между А/Б или «Суперджетом», кроме того, у авиакомпании наблюдается переизбыток региональных самолётов для того количества возможных направлений, на которые ставятся «Суперджеты» – из примерно 50 бортов ежемесячно летают по 32-35 самолётов. Переизбыток SSJ100 можно объяснить необходимостью всегда иметь резерв бортов, чтобы подменить неисправные самолёты или находящиеся на плановом ТО.
Ну и по статистике налёта. «Суперджеты» «Аэрофлота» летают мало, о возможных причинах этого факта мы уже сказали. Но в любом случае, в 2018 году средний суточный налёт SSJ100 в авиакомпании составил не 3 часа 10 минут, а 4 часа 10 минут. Статистику можно посмотреть здесь: ssj-aeroflot.blogspot.com
И раз уж «Ведомости» сравнивают «Аэрофлот» с «Азимутом», приведём цифры и по этой авиакомпании, у которой «Суперджетов» в 5,4 раза меньше – 9 против 49.
Процитируем мнение о «Суперджете» совладельца аэропорта Внуково и авиакомпании «Азимут» Виталия Ванцева, которое он высказал тем же «Ведомостям» летом 2018 года.
«В авиакомпании «Азимут» довольны работой российских самолётов «Сухой Суперджет 100». К концу 2017 года налёт самолётов достиг уровня 200 часов в месяц. Летом [2018 г.] планируем довести до 250 часов. Чем больше парк судов, тем выше общий налёт, так как резервный самолёт один, а летающих становится больше. Пока у нас к самолёту вопросов нет никаких. 99% регулярности обеспечено в том числе благодаря SSJ100. Альтернативы в мире ему нет. Он показывает хорошую экономику, если правильно обслуживать», – сказал Ванцев в интервью изданию.
По его мнению, обвинения в неэффективности самолёта на сегодняшний день несостоятельны. Не забывайте, что это говорит не государственный чиновник, а бизнесмен, для которого главное, чтобы бизнес приносил доход.
За первые пять месяцев 2019 года средний месячный налёт самолётов у «Азимута» составил 227 часов, а суточный – 7,5 часов. При этом три самолёта по очереди проходили плановое ТО:
- с 12 марта по 2 апреля – RA-89079;
- с 15 апреля по 9 мая – RA-89080;
- с 9 мая по 3 июня – RA-89085.
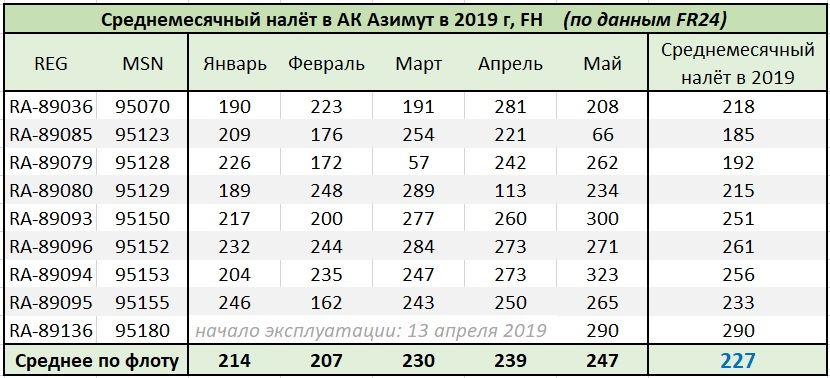
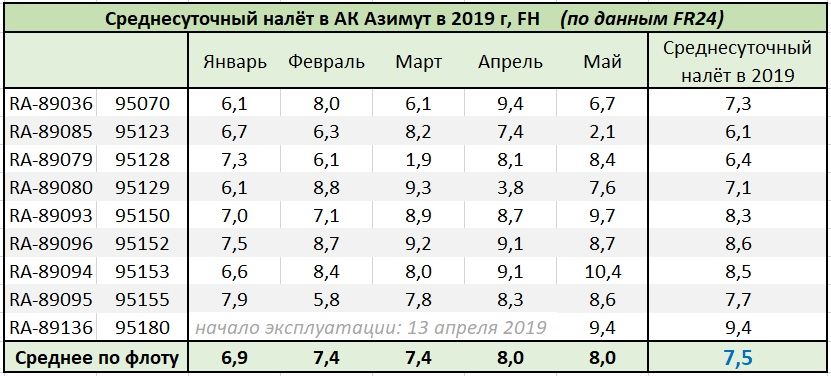
Эти статистические данные подготовлены пользователем Aviaforum.ru Camera Obscura. Выражаем ему благодарность за проделанную кропотливую работу! (https://aviaforum.ru/threads/ssj-v-ekspluatacii-azimut.44198/page-22)
Всего за всё время производства B737 было выпущено более 10500 самолётов, 211 потеряны в авиакатастрофах, что составляет 2% потерь. У линейки A318/319/320/321 этот показатель гораздо лучше: построено более 8850 самолётов, из них потеряно 42 ВС – 0,47% потерь. «Суперджет» находится посередине – выпущено 187 самолётов, из них потеряно 3 ВС, это 1,6% (*), при этом все три самолёта потеряны не по техническим причинам, а из-за пресловутого человеческого фактора. Предварительный отчёт МАК по катастрофе аэрофлотовского «Суперджета» 5 мая 2019 года в Шереметьево этот факт подтверждает.
При этом для некоторых российских СМИ с очернительным уклоном своих публикаций в отношении собственной страны является нормальным привлечь к себе внимание негативными заголовками любых материалов в отношении «Суперджета». А отечественный медиаактивный класс считает хорошим тоном заявить на форумах, в соцсетях и в комментариях о том, что в России строить нормальные самолёты не могут, следовательно летать на них опасно, а летать надо на «Боингах» и «Эйрбасах». Но в тоже время как-то стыдливо умалчивают проблемы американской корпорации с системой управления самолётом B737 MAX.
И что самое удивительное, ведущие, в том числе и государственные СМИ, любой, даже незначительный информационный повод в отношении «Суперджета», после 5 мая освещают, как событие мирового масштаба. После падения «Боингов» в Индонезии и Эфиопии не наблюдалось такого пристального внимания к американским самолётам, летающим в России.
Так чем «Боинг» или «Эйрбас» лучше «Суперджета»? Ответ: ничем. Вся его «вина» в том, что этот самолёт спроектирован и сделан в России, а не на Западе. Прямо, как в басне Крылова: «Ты виноват уж тем, что хочется мне кушать» (И. Крылов, басня «Волк и ягнёнок»).
* По состоянию на декабрь 2022 года в Комсомольске-на-Амуре выпущено 229 самолётов SSJ100. Таким образом потери самолётов этого типа составляют 0,76% (дополнено 5.12.2022 г.)
Андрей Величко,
для сайта «Авиация России»
Другие статьи по теме

 (45 оценок, среднее: 4,84 из 5)
(45 оценок, среднее: 4,84 из 5)