
К дате первого полёта МС-21 в мировой гражданской авиации было всего три самолёта, у которых крыло изготовлено из полимерных композиционных материалов (ПКМ). Это Boeing B787 Dreamliner, Airbus A350 XWB и Bombardier CSeries. 28 мая 2017 года компанию этой тройке составил и российский МС-21.
Одним из преимуществ деталей из ПКМ является их устойчивость к коррозии и распространению повреждений. Композиты можно назвать универсальными материалами, они могут использоваться в самолётостроении, оборонной промышленности, кораблестроении и прочих областях, в которых к материалу предъявляют повышенные требования по таким характеристикам как прочность и жёсткость, хорошее сопротивление хрупкому разрушению, жаропрочность, устойчивость свойств при резкой смене температуры, долговечность.
Изготовление композиционых деталей в авиапромышленности производится методом автоклавного формования – получение многослойных изделий из так называемых препрегов – композиционных материалов-полуфабрикатов, получаемых предварительной пропиткой полимерной смолой углеродных тканей. Одним из существенных недостатков этой технологии является высокая стоимость получаемых деталей, которая во многом определяется длительностью процесса их формования, ограниченным сроком хранения препрегов и высокой стоимостью технологического оборудования. По нормативным документам гарантийный срок хранения препрега в морозильной камере в диапазоне температур от -19°С до -17°С составляет 12 месяцев. Время хранения препрега при температуре 20±2°С – 20 суток, при этом заготовку детали можно выкладывать в условиях производственного участка только в течение 10 суток.
Альтернативой препрегово-автоклавной технологии являются «прямые» процессы (directprocesses), суть которых заключается в совмещении операций пропитки углеродного волокна полимерной смолой и формования детали, что приводит к сокращению времени производственного цикла, снижению энерго- и трудозатрат и, как следствие – к удешевлению технологии. Если отказаться от препрега и автоклава, то можно не только существенно снизить себестоимость изготовления деталей из ПКМ, но и существенно увеличить их размер. Одним из методов безавтоклавного формования является технология вакуумной инфузии – Vacuum Infusion, VARTM.
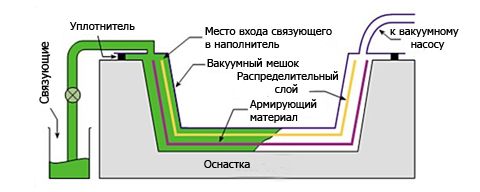
По этой технологии пропитка сухого углеродного волокна и формование детали происходит на оснастке с закреплённым на ней вакуумным мешком. Полимерное связующее закачивается в форму за счёт разряжения, создаваемого под вакуумным мешком. Это позволяет существенно снизить затраты на подготовку производства крупных конструкций благодаря возможности применения более простой и дешёвой оснастки. К основным недостаткам технологии вакуумной инфузии стоит отнести, в первую очередь, трудности воспроизводимости процесса – необходима тщательная отработка технологии, чтобы получать детали со стабильными геометрическими и физико-механическими характеристиками.
В результате опроса, проведённого в США в 2006 году, американские производители аэрокосмической техники пришли к выводу, что метод вакуумной инфузии недостаточно исследован и отработан для использования в изготовлении крупных деталей первого уровня в пассажирских авиалайнерах.
Но с тех пор многое изменилось.
У широкофюзеляжного лайнера Boeing B787 Dreamliner из ПКМ выполнены фюзеляж и консоли крыла, которые производятся автоклавно-препреговым методом. Также для этого самолёта немецкая компания Premium Aerotec использует метод VAP (Vacuum Assisted Process) для изготовления гермошпангоута, компания Boeing Aerostructures (бывшая Hawker de Havilland) применяет метод контролируемой инфузии CAPRI (Controlled Atmospheric Pressure Resin Infusion) для производства отклоняемых аэродинамических элементов киля, крыла и хвостового оперения: элероны, флапероны, закрылки и спойлеры. Канадская компания Bombardier применяет метод LRI и автоклавную полимеризацию для изготовления консолей крыла семейства самолётов CSeries (сейчас это Airbus А220). GKN Aerospace из Великобритании в мае 2016 года продемонстрировала композитный центроплан изготовленный методом вакуумной инфузии с использованием недорогого набора инструментов и оснастки.
Российский завод «АэроКомпозит» в Ульяновске первым в мировой гражданской авиации применяет безавтоклавный метод вакуумной инфузии (VARTM) для изготовления из ПКМ крупных интегральных силовых конструктивных элементов.
Крыло и оперение типичного узкофюзеляжного самолёта составляют 45% от веса планера, на фюзеляж приходится ещё 42%. ОАК видит задачу, которую необходимо решить, чтобы добиться успеха в условиях жёсткой конкуренции на рынке узкофюзеляжных самолётов: если оптимальное использование композитов в конструкции МС-21 позволит снизить вес лайнера и уменьшить производственные затраты на 45%, тогда и самолёт, и российские технологические компании упрочат свои позиции в мировом авиастроении.
Почему вакуумная инфузия?
Исследования 2009 года показали, что использование печи вместо автоклава может снизить капитальные затраты с $2 млн до $500 тыс. Для деталей от 8 м² до 130 м² печь может стоить от 1/7 до 1/10 стоимости сопоставимого размера автоклава. Кроме того, стоимость сухого волокна и жидкого композитного заполнителя может быть меньше на 70%, чем те же материалы в препреге. У МС-21-300 размер крыла – 3х36 метров, размер центроплана составляет 3х10 метров. Таким образом, экономия затрат «Аэрокомпозита» видится весьма значительной.
Тем не менее, генеральный директор АО «АэроКомпозит» Анатолий Гайданский поясняет, что стоимость автоклавов и препрегов не была единственным критерием принятия решения в пользу метода вакуумной инфузии. Эта технология даёт возможность создавать большие интегральные конструкции, которые работают как единое целое.
По заказу «АэроКомпозита» австрийскими компаниями Diamond Aircraft и Fischer Advanced Composite Components (FACC AG) были изготовлены четыре десятиметровых прототипа кессона крыла, которые с лета 2011 по март 2014 года прошли в ЦАГИ весь комплекс прочностных испытаний, и была проведена экспериментальная стыковка прототипа кессона крыла с центропланом. Эти исследования во-первых, подтвердили, что заложенные конструкторами расчётные параметры обеспечивают безопасность полётов, а во-вторых, применение крупных интегральных структур значительно снижает трудоёмкость сборки, уменьшает количество деталей и крепёжных элементов.
Анатолий Гайданский к этому добавляет: «Сухое карбоновое волокно можно хранить практически бесконечно, что невозможно с препрегами. Инфузия позволяет нам обеспечить адаптивное планирование производства, основанное на масштабе программы».
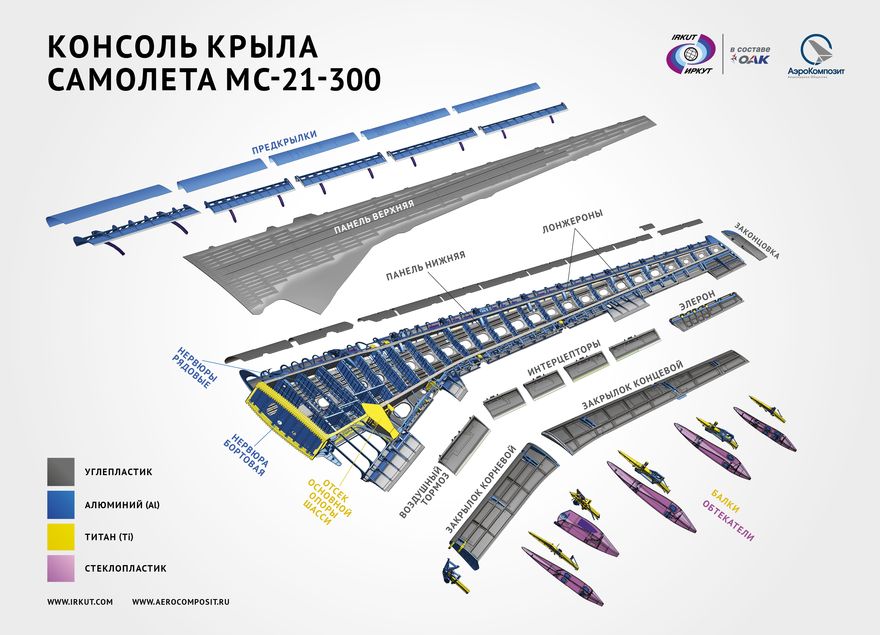
Для МС-21 метод вакуумной инфузии используется при изготовлении крупных силовых интегральных элементов первого уровня: лонжеронов и панелей крыла со стрингерами, секции панелей центроплана, силовые элементы и обшивку киля и хвостового оперения. Эти элементы изготавливаются и собираются на заводе «АэроКомпозит» в Ульяновске.
Препреги и технология автоклавного формования используются на «КАПО-Композит» в Казани. Здесь производятся обтекатели, элементы механизации крыла: элероны, спойлеры, закрылки, а также рули высоты и направления.
Разработка технологии
Технология производства «чёрного» крыла самолёта МС-21 создана специалистами «АэроКомпозита» в тесном сотрудничестве с зарубежными производителями технологического оборудования. Метод вакуумной инфузии существует уже многие годы, но такое крупное и сложное изделие, как крыло самолёта, по этой технологии впервые сделали в Ульяновске.
Автоматическую выкладку сухого материала для изготовления крупных интегральных конструкций никто никогда в авиапромышленности не применял.
В середине нулевых, когда началась разработка композитного крыла для нового лайнера, Россия не располагала технологиями изготовления углеволокна на основе прекурсоров полиакрилонитрила (ПАН) с характеристиками нитей уровня Т700-Т800 западного производства. По этой причине с 2009 по 2012 годы «АэроКомпозит» взаимодействовал с различными компаниями по всему миру, чтобы выбрать материалы и технологию повторяемого процесса требуемой точности и качества. На начальном этапе шла работа с американской компанией Hexcel, но позднее «АэроКомпозит» переключился на альтернативных поставщиков. Была выбрана продукция бельгийской Solvay, американское подразделение которой Cytec Industries производит и смолы, и сухое углеволокно, а также – японская компания Toho-Tenax, производящая углеродные нити.
МС-21 с крылом из российских ПКМ получит дополнение к сертификату типа в конце 2020 года
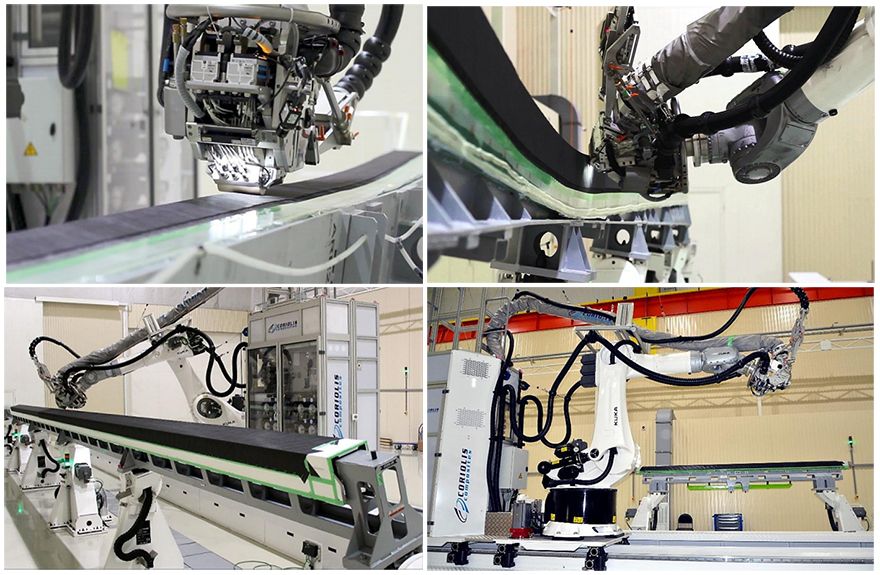
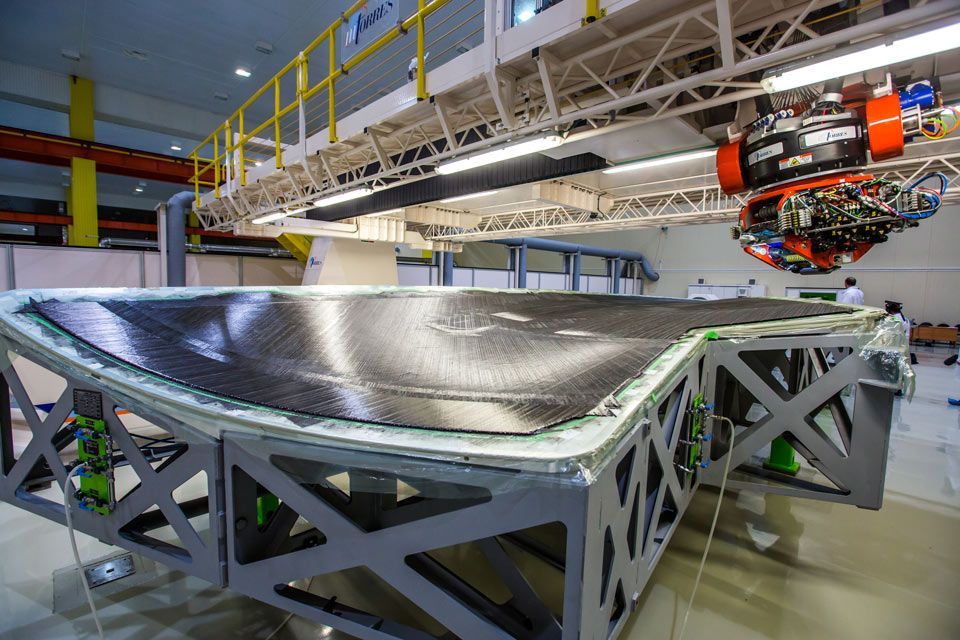
Роботизированные установки для сухой автоматизированной выкладки углеродного наполнителя поставила компания Coriolis Composites, на этом оборудовании производятся лонжероны крыла. Роботизированную установку для сухой выкладки портального типа, на которой изготавливают панели крыла, поставила испанская MTorres. Термоинфузионные центры TIAC разработаны французской компанией Stevik.
По словам Анатолия Гайданского, сам по себе процесс вакуумной инфузии не налагает особых требований к проектированию конструктивных элементов крыла, в основном он оказывает влияние на разработку технологической оснастки, где должен быть сохранён баланс между способностью производить детали с высокой точностью, сохраняя при этом работоспособность процесса инфузии. В научно-исследовательской лаборатории АО «АэроКомпозит» было проведено большое количество тестов с материалами, деталями и образцами элементов, чтобы определить этот баланс. В итоге была выбрана ткань, в которой углеволокно не переплеталось, а при помощи полимерной нити было скреплено в единое полотно. Благодаря тому, что волокно не переплетается, оно практически не имеет механических повреждений, сказывающихся на прочности детали.
«Мы протестировали материалы с открытой структурой, чтобы выяснить текучесть смолы, а также более плотное волокно, для которого необходимо применять другие средства проницаемости наполнителя, например, зазор между лентами», – рассказывал Анатолий Гайданский.
Компания MTorres стала одним из ключевых участников процесса выбора материала, так как эта испанская компания много экспериментировала с различными вариантами машинной укладки сухого волокна. Несмотря на то, что у неё уже был значительный опыт, полученный в 2009 году при разработке лопастей из стеклоткани для ветряков Gamesa, в 2012 году был подписан контракт с «АэроКомпозитом» на разработку оборудования для автоматизированной выкладки сухого углеволокна, что представлялось гораздо более сложной задачей. Композитные изделия обычно состоят из нескольких слоёв углеволокна с разными углами ориентации – такая укладка ткани необходима для оптимизации устойчивости к нагрузке по различным направлениям, так как композитное крыло в процессе эксплуатации самолёта подвергается воздействию комплексной внешней нагрузке, которая работает и на сжатие, и на растяжение, и на скручивание.
«Сухой материал, в отличие от препрегов, по определению не пропитывается какой-либо смолой, и таким образом, легко перемещается из положения, в которое был уложен, – объясняет директор по продажам MTorres Хуан Солано. – Наша задача состояла в том, чтобы каким-то образом зафиксировать материал для точной автоматизированной выкладки и убедиться, что он не меняет своего положения в дальнейшем».
Для решения этой задачи был использован очень тонкий слой термопластика в качестве связующего элемента для удержания волокна на месте. Г-н Солано рассказывает, что для активирования связующего слоя MTorres разработал теплоотводящее устройство, размещаемое в головной части преформы и обеспечивающее минимальную способность к прилипанию. Это решение сделало жизнеспособным автоматизированный процесс выкладки.
После размещения волокна преформу помещают в термоинфузионную установку (TIAC), которая представляет собой интегрированную систему, состоящую из модуля впрыска, модуля нагрева и программно-аппаратного комплекса для обеспечения автоматизации процесса инфузии с точным соблюдением заданных технологических параметров. Установка смешивает, нагревает и дегазирует эпоксидную смолу, управляет процессом заполнения вакуумного мешка смолой и процессом полимеризации. TIAC отслеживает и контролирует температуру и количество смолы, поступающей в преформу, скорость заполнения, целостность вакуумного мешка и преформы. Уровень вакуума контролируется с точностью, не превышающей 1/1000 бара – 1 милибар.




Длительность производственного цикла варьируется от 5 до 30 часов в зависимости от типа, размера и сложности изготавливаемой детали. Процесс полимеризации проходит при температуре 180°С и может поддерживаться с точностью ±2°C до максимального значения 270°C.
Как это происходит в реальности
Технологический процесс изготовления кессона крыла МС-21 выглядит следующим образом:
- Подготовка оснастки и выкладка вспомогательных материалов.
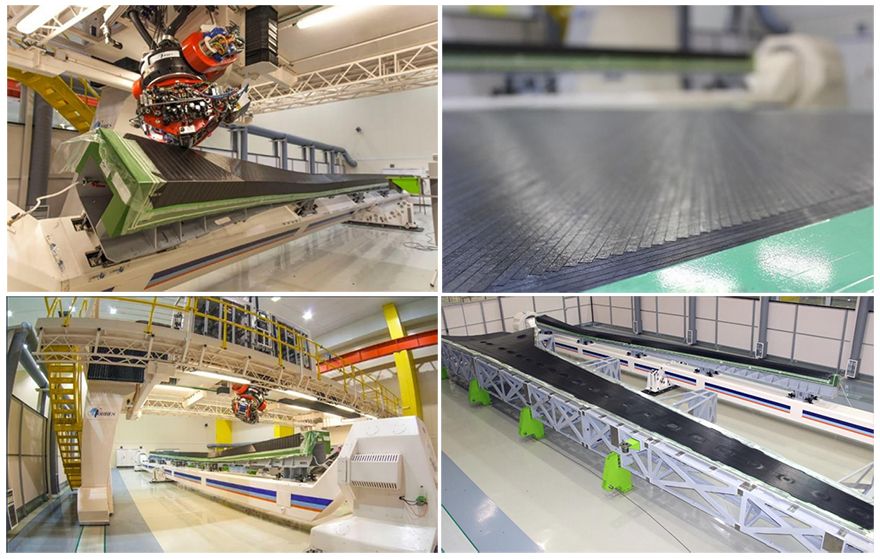
- Выкладка сухой углеродной ленты и предварительное формование в автоматическом режиме на выкладочной оснастке.
- Сборка вакуумного мешка.
- Инфузия (пропитка) сухой заготовки в термоинфузионном автоматизированном центре.
- Разборка пакета и зачистка деталей.
- Проведение неразрушающего контроля.
- Механическая обработка, сверление отверстий, контроль геометрии.
- Покраска и сборка.
Все работы производятся в «чистой комнате», в которой количество дисперсионных частиц в воздухе не превышает их количества в стерильной операционной, ведь, если в карбон попадает даже небольшая пылинка, то он становится некачественным и изделие уйдёт в брак.
После выкладки преформ лонжеронов они поступают на участок перемещения из позитивной оснастки в негативную, а преформы обшивки панелей крыла – на участок перемещения выкладочной оснастки в инфузионную. Здесь оснастку запечатывают в специальный конверт, с разных сторон к которому подведены трубки. По одним откачивается воздух, по другим за счёт возникающего разряжения подается связующее.

Стрингеры и панели выкладываются из углеволокна отдельно, но на специальной оснастке заливаются композитной смолой уже совместно. Полимеризация панели со стрингерами при инфузионной технологии происходит за один цикл. При автоклавной технологии требуется два цикла отверждения: 1-й цикл – отверждение стрингеров, 2-й цикл – совместное отверждение стрингеров и обшивки, при этом суммарные временные затраты получаются на 5%, а энергозатраты – на 30% выше, чем при использовании технологии VARTM.
Метод вакуумной инфузии за один цикл пропитки позволяет создавать интегральную монолитную деталь в противоположность клее-клёпанным автоклавным конструкциям, где клеевая плёнка укладывается между стрингером и обшивкой, а процесс установки механического крепежа для дополнительной фиксации стрингеров увеличивает трудоёмкость изготовления панелей до 8%.
Далее преформы перемещаются в термоинфузионные автоматизированные центры с габаритами рабочих зон 22х6х4 м и 6х5,5х3 м в зависимости от размера детали. Здесь происходит процесс инфузии и полимеризации изделия.

По окончании инфузии деталь поступает на участок проведения неразрушающего ультразвукового контроля. Здесь на роботизированной установке Technatom производится оценка качества и надёжности полученной детали – отсутствие трещин, полостей, неравномерности затвердевшего заполнителя и т.д. Неразрушающий контроль имеет особенное значение при создании и эксплуатации жизненно важных изделий, которым, в частности, и является крыло самолёта.
Следующий этап – механическая обработка детали на 5-координатном фрезерном центре MTorres, после чего готовая панель или лонжерон поступает на участок сборки кессона крыла.
Что даёт композитное крыло?
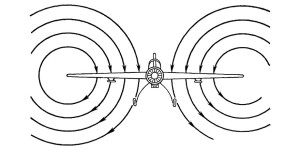
Полное аэродинамическое сопротивление крыла самолёта, летящего на околозвуковой скорости, складывается из волнового, профильного, индуктивного и паразитного сопротивлений. Аэродинамическое качество крыла тем лучше, чем меньшую силу лобового и индуктивного сопротивлений оно создаст. При обтекании крыла воздушным потоком возникает разность давлений над крылом и под ним. В результате часть воздуха на концах крыла перетекает из зоны большего давления в зону меньшего давления – от нижней поверхности крыла на верхнюю и накладывается на воздушный поток, набегающий на верхнюю часть крыла, образуя вихревой жгут. Такое движение воздушных масс сообщает воздушному потоку паразитную силу, направленную вниз перпендикулярно вектору скорости.
В результате, за концами крыла образуются два вихревых жгута, которые называют спутными струями. Энергия, затрачиваемая на образование этих вихрей, и определяет индуктивное сопротивление крыла. Для преодоления индуктивного сопротивления затрачивается дополнительная энергия двигателей, а, следовательно, и дополнительное количество топлива.
Индуктивное сопротивление отсутствует у крыла бесконечного удлинения, но реальный самолёт такое крыло иметь не может. Для оценки аэродинамического совершенства крыла существует понятие «аэродинамическое качество крыла», – чем оно выше, тем совершеннее самолёт. Улучшить аэродинамическое качество крыла можно, увеличивая его эффективное удлинение – чем длиннее крыло, тем меньше его индуктивное сопротивление, меньше расход топлива, больше дальность полёта.
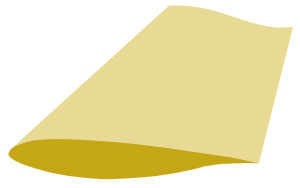
Авиаконструкторы всегда стремились увеличить эффективное удлинение крыла. Для крыла МС-21 был выбран суперкритический профиль - профиль, при котором верхняя поверхность практически плоская, а нижняя - выпуклая. Одним из преимуществ такого профиля является возможность создать крыло большого удлинения, а кроме того, законы аэродинамики вынуждают стреловидные крылья делать тонкими, крыло суперкритического профиля можно сделать толще без существенного увеличения аэродинамического сопротивления, а в образовавшемся внутреннем пространстве можно разместить больший запас топлива.
Типовое удлинение крыла у самолётов прошлых поколений составляло коэффициент 8–9, у современных – 10–10,5, а на МС-21 - 11,5. Чтобы изготовить крыло из алюминия с большим удлинением, для сохранения его жёсткости потребовалось бы существенно увеличить толщину крыла, т.к. алюминий – металл мягкий, а увеличение толщины крыла - это увеличение лобового сопротивления. Углепластик – гораздо более жёсткий материал, поэтому, даже без использования винглетов, композитное крыло МС-21 большого удлинения позволяет на крейсерских скоростях полёта получить аэродинамическое качество на 5-6% лучше, чем у новейших зарубежных аналогов, и добиться тем самым большей дальности полёта при меньшем расходе топлива, что в конечном итоге повышает экономическую эффективность лайнера и его конкурентное преимущество

Импортозамещение
В сентябре 2018 года США ввели санкции против «АэроКомпозита», что привело к остановке поставок материалов для производства композитного крыла и других силовых элементов конструкции самолёта, необходимость в наличии собственных технологий обозначилась особо остро. Учёным пришлось искать замену волокнам Solvay Т800.
«Когда американцы ввели санкции и перестали поставлять волокна, встала задача найти импортозамещение. Да, работа идёт, но есть некоторые проблемы. Важно, чтобы был полный аналог тех волокон, из которых уже построены самолёты и проходят сертификацию, иначе придётся всё делать по новой», – рассказывал в июне 2019 года генеральный директор ВИАМ Евгений Каблов.
С компанией Hexcel «АэроКомпозит» взаимодействовал на начальном этапе отработки технологии VARTM – когда начинался проект, в России не производились ПКМ требуемого качества. Затем в производстве крыла использовалась продукция бельгийской Solvay, материал производит её американское подразделение. За годы, прошедшие с начала реализации программы композитного крыла, параллельно с использованием импортных компонентов, в России были разработаны отечественные материалы и связующие смолы. Для производства угольного волокна, которое может быть использовано для изготовления силовых конструкций центроплана и кессона крыла МС-21, Росатом построил завод в Алабуге. У «АэроКомпозита» есть партнёры и по производству биндерной ленты, и по связующему.
В конструкции МС-21 будут только российские композитные материалы
С целью формирования отечественного рынка ПКМ в России было создано АО «НПК «Химпроминжиниринг» – управляющая компания дивизиона госкорпорации Росатом по композитным материалам, которая под брендом Umatex Group объединяет научно-исследовательский центр и предприятия по производству высокопрочных и высокомодульных углеродных волокон и тканей на их основе. Компания ведёт разработку технологий, цель которых использовать в программе МС-21 углеродное волокно, ткань и предварительно пропитанные материалы только российского производства.
В 2018 году прошла сертификацию отечественная композитная нить, по прочности она не уступает американским или европейским аналогам, в том числе применяемой в производстве крыла МС-21.
В марте 2019 года стало известно, что «АэроКомпозит» уже приступил к изготовлению кессона крыла и центроплана из отечественных материалов. Препреги для изготовления механизации крыла выпускают несколько российских компаний. Материалы протестированы и запущены в производство агрегатов для МС-21. Композитное хвостовое оперение изготавливает ОНПП «Технология» в Обнинске.
22 ноября 2021 года в особой экономической зоне «Алабуга» в Татарстане состоялась торжественная церемония запуска завода по производству ПАН-прекурсора для получения углеродного волокна. На производстве используется оборудование итальянской компании МАЕ. Строительство завода заняло три года. Общий бюджет проекта составил 8,5 млрд руб. Процесс формования прекурсора для углеродного волокна в таком масштабе создан в России впервые. Мощность составляет 5 тыс. тонн полиакрилонитрильного волокна в год. ПАН-прекурсор определяет 70% качественных и 40% стоимостных характеристик углеволокна.
Таким образом, Россия стала полностью независима от поставок импортных высокотехнологичных материалов для изготовления композиционных компонентов МС-21.
Заключение
Подавляющее превосходство западной авиационной индустрии в технологиях, технической оснащённости, уровне свойств применяемых конструкционных материалов, эффективности подходов к организации процессов проектирования и производства обеспечивает американским и европейским гражданским самолётам конкурентные качества, которые до недавнего времени не могли быть реализованы в изделиях отечественного авиапрома. Изменить сложившуюся ситуацию должны такие перспективные проекты, как МС-21, призванные стать «локомотивами» комплексной модернизации гражданского самолётостроения России. Уже в процессе проведения опытных работ на этапе рабочего проектирования участниками Программы МС-21 был создан задел для формирования современного производства, ориентированного на самые передовые технологии.
29 сентября 2016 года в Центре международной торговли состоялось награждение победителей и лауреатов конкурса «Авиастроитель года». Членами Экспертного совета было рассмотрено свыше 100 работ предприятий, организаций и творческих коллективов. Итоги конкурса были подведены на заседании Организационного комитета 5 сентября 2016 года. Победителем номинации «За создание новой технологии» стал центр компетенций Объединённой авиастроительной корпорации – компания «АэроКомпозит» за разработку и применение метода вакуумной инфузии при создании композитного крыла нового пассажирского самолёта МС-21-300.
США не смогут остановить запуск МС-21 в серийное производство
Источники:
- Composites World
- ЗАО «АэроКомпозит»
- https://russos.livejournal.com/1307364.html
- Проект создания композитного крыла для пассажирского среднемагистрального самолёта МС-21-300
- , ОАО «Научно-производственная корпорация «Иркут»
- Известия Самарского научного центра Российской академии наук, том 16, №6(2), 2014
- С.П. Савин, Филиал корпорации «Иркут» в Ульяновске, Применение современных полимерных композиционных материалов в конструкции планера самолётов семейства МС-21
- Интернет-издание «Умное производство»
- Научно-популярное издание N+1
- Большая энциклопедия нефти и газа
- Ан-124 «Руслан» – стратегический военно-транспортный самолёт
- ИноСМИ – Наука
- Википедия
Фото (с) ОАК / «Авиастар-СП» / Корпорация «Иркут»
Андрей Величко
Для сайта «Авиация России»




 (33 оценок, среднее: 4,52 из 5)
(33 оценок, среднее: 4,52 из 5)