
Суперджет 100 (Sukhoi Superjet 100, SSJ100) – первый российский гражданский самолёт, который спроектирован с применением цифровых технологий и без какого-либо задела, оставшегося от Советского Союза. Разработан и производится компанией ЗАО «Гражданские самолеты Сухого» при участии Alenia Aermacchi. Впервые самолёт был представлен в сентябре 2007 года, первый полёт состоялся в мае 2008 года, а первый коммерческий рейс — весной 2011 года.
Уникальность этого лайнера заключается в том, что современные технологии применяются не только в самом самолёте, но и на всех этапах его создания — от проектирования до сборки, что, в свою очередь, гарантирует создание современного самолёта, отвечающего требованиям мирового рынка.
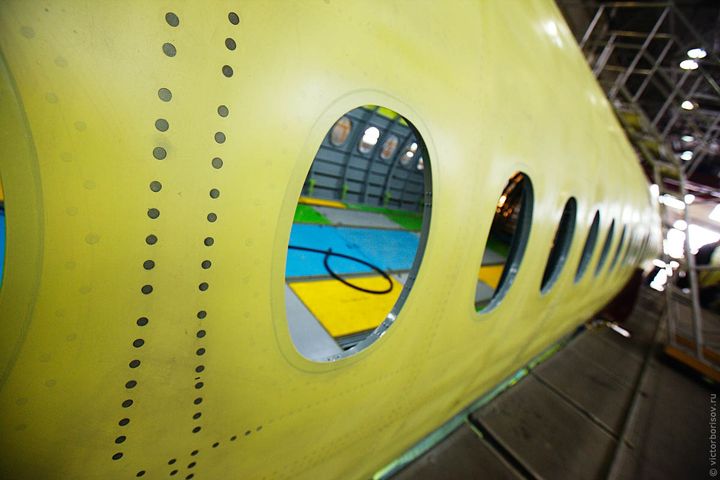
В его производстве применяются ранее не использовавшиеся в отечественном самолётостроении технологии, такие как бесстапельная сборка, автоматическая стыковка агрегатов планера, автоматическая клепка и другие.
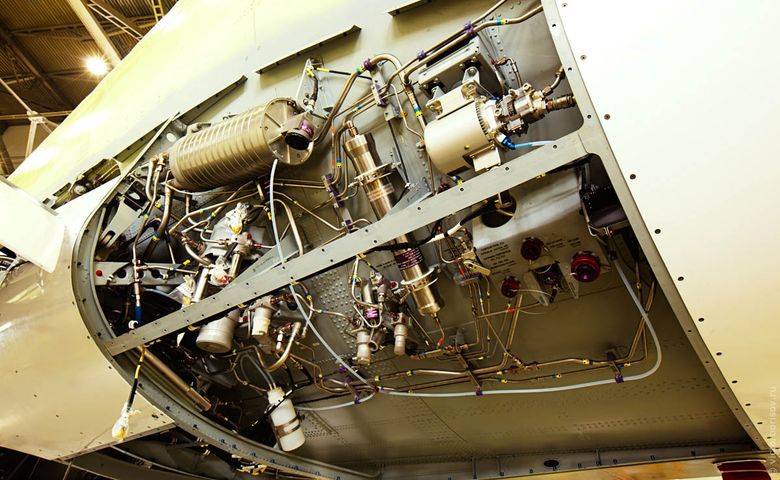
Самолёт оснащён двумя турбовентиляторными двигателями SaM146 производства PowerJet - совместного предприятия Snecma и НПО «Сатурн». В разработке Суперджета принимали участие ведущие мировые компании:
- Авионика — THALES
- Система управления — LIEBHERR
- Системы жизнеобеспечения — LIEBHERR
- Шасси — MESSIER DOWTY
- Топливная система — INTERTECHNIQUE (ZODIAC)
- Интерьер — B/E AEROSPACE
- Противопожарная система — AUTRONICS (CURTISS WRIGHT)
- Кислородная система — B/E AEROSPACE
- ВСУ — HONEYWELL
- Кресла экипажа — IPECO
- Гидравлическая система — PARKER
- Система электроснабжения — HAMILTON SUNDSTRAND
- Датчики вибрации двигателя — VIBRO-METER
- Колеса, тормоза — GOODRICH
Максимальная крейсерская скорость Sukhoi Superjet 100 – 0,81 Маха (~860 км/ч), крейсерская высота 12200 м (40000 футов). Длина полосы для базовой версии самолета составляет 1731 м, для версии с увеличенной дальностью полета – 2052 м. Дальность полета для базовой версии – 3048 км, для версии с увеличенной дальностью – 4578 км. Эксплуатация SSJ100 возможна в широком спектре климатических условий при температуре от минус 54 до плюс 45 градусов.
Окончательную сборку самолёта осуществляет филиал в Комсомольске-на-Амуре ЗАО "Гражданские самолёты Сухого" при непосредственном участии авиазаводов в Новосибирске, Ульяновске, Воронеже, где изготавливаются составные части Sukhoi Superjet 100. Готовые детали передают на авиазавод в Комсомольск-на-Амуре, где и производится окончательная сборка самолёта.
В общем виде схема производства выглядит следующим образом:
- Филиал ОАО «Компания «Сухой» «НАЗ им. В.П. Чкалова» (Новосибирск) производит детали и агрегатную сборку отсеков Ф1, Ф5, Ф6 и оперения.
- ОАО «ВАСО» (Воронеж) изготавливает изделия из полимерных композиционных материалов.
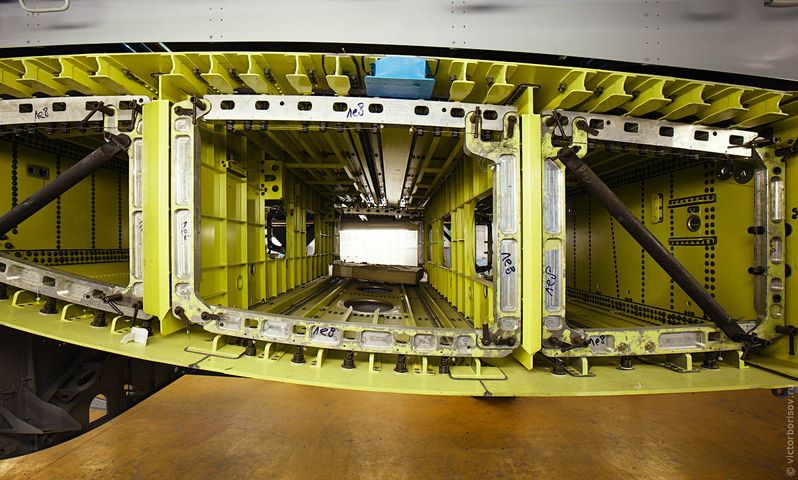
- Филиал ОАО «Компания «Сухой» «КнААЗ им. Ю.А. Гагарина» (Комсомольск-на-Амуре) производит детали и осуществляет сборку отсеков Ф2, центроплана Ф3, Ф4 и монтаж систем. А также изготавливает детали и осуществляет агрегатную сборку ОТК (отъемной части крыла) с пилоном и механизацией)
- Комсомольский-на-Амуре филиал ЗАО «ГСС» (КнАФ) осуществляет сборку фюзеляжа и окончательную сборку (стыковка с ОЧК, установка и отработка систем)
- ЗАО «Авиастар-СП» (Ульяновск) устанавливает интерьер.
- ОАО «Спектр-Авиа» (Ульяновск) осуществляет покраску воздушных судов.
- В Жуковском (Московская область) проводятся наземные и летные испытания, наземная доводка ВС и передача заказчику.
Предлагаем фоторепортаж окончательной сборки самолёта на заводе КнАФ ЗАО "ГСС".



























На 1 января 2016 года построен 101 Сухой Суперджет 100 (SSJ-100), из них 76 переданы заказчикам.
29 января 2016 года стало известно, что Европейское агентство по безопасности авиаперевозок (EASA) одобрило расширение сертификата типа Авиационного регистра Межгосударственного авиационного комитета (АР МАК), подтверждающее способность самолёта Сухой Суперджет 100 (SSJ-100) совершать посадку в автоматическом режиме в соответствии стандартам CAT IIIа ICAO.
По материалам kak-eto-sdelano.livejournal.com/341164.html
Фото (с) Виктор Борисов (www.victorborisov.ru)
 16.06.2016 ВЭБ планирует подписать на ПМЭФ ряд соглашений с АО «ГСС» и SuperJet International
16.06.2016 ВЭБ планирует подписать на ПМЭФ ряд соглашений с АО «ГСС» и SuperJet International 03.06.2016 Daily Mail: CityJet планирует сдать SSJ 100 в аренду крупнейшим европейским авиакомпаниям
03.06.2016 Daily Mail: CityJet планирует сдать SSJ 100 в аренду крупнейшим европейским авиакомпаниям 03.06.2016 Двигатель SaM146 отработал 100 000 циклов на мексиканских Sukhoi Superjet 100
03.06.2016 Двигатель SaM146 отработал 100 000 циклов на мексиканских Sukhoi Superjet 100 02.06.2016 В ЦАГИ проведены 12 000 полётных циклов SSJ 100 с увеличенной дальностью полёта
02.06.2016 В ЦАГИ проведены 12 000 полётных циклов SSJ 100 с увеличенной дальностью полёта
 (3 оценок, среднее: 5,00 из 5)
(3 оценок, среднее: 5,00 из 5)